深入了解巫山(当地)无缝钢管-焊管经验丰富品质可靠产品,一部视频就够了,快来观看!
以下是:巫山(当地)无缝钢管-焊管经验丰富品质可靠的图文介绍
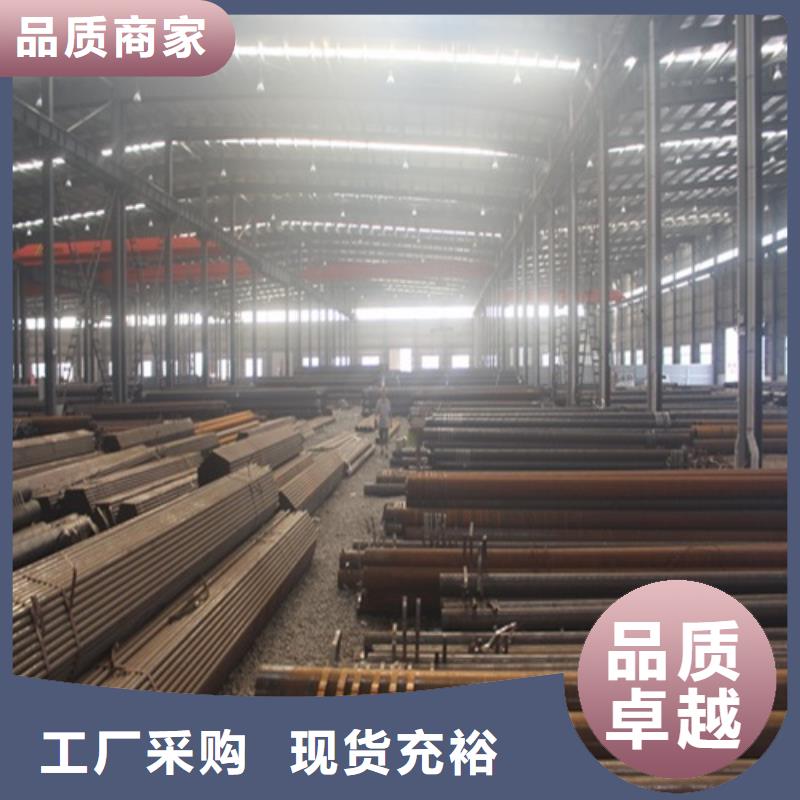
迄今鹏鑫钢铁有限公司 巫山无缝钢管、产品已经在全国几百个工程项目中得以应用,并且以其优异的质量和完善的服务体系以及合理的价格优势等赢得了广大客户的信赖和厚爱。公司已建立起遍布世界的完善的销售和售后服务网络体系, 巫山无缝钢管、产品畅销全国200多个城市,深受客户的欢迎和好评。
无缝钢管-焊管经验丰富品质可靠")
无缝钢管-焊管经验丰富品质可靠")
酸洗钝化是一种化学反应,用以去除钢铁表面的腐锈现象。 用途 对无缝钢管、不锈钢全面酸洗钝化,清除各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。 特点 操作简单,使用方便、经济实用,同时添加了高效缓蚀剂、抑雾剂,防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。特别适用于小型复杂工件,不适合涂膏的情况,优于市场同类产品。 巫山酸洗钝化无缝钢管工艺流程: 脱脂---水洗---酸洗----水洗---封闭剂 一般无缝钢管(碳钢)的酸洗方法有2种,如下: 1.硫酸:稀释至20%左右的浓度,加热到60—65度,一般洗20-30分钟 2.盐酸:同样稀释至20%左右的浓度,直接室温酸洗,一般洗20-30分钟; 酸洗后的钢管要进行防锈处理的,钝化是其中的一种,要看钝化的质量如何,还有封闭剂的选用也很重要的 酸洗后(以去除氧化皮为准),要立即用水冲洗,立即中和处理,防锈的话,还要进行钝化处理。 巫山酸洗钝化无缝钢管适用范围 适用于各种形状、材质的钢铁件的除油、除锈、磷化处理。可与静电喷塑、烤漆、喷粉、涂漆等涂装工艺配套。 巫山酸洗钝化无缝钢管主要特点: 固体包装,储运方便,在同一槽即可完成除油、除锈、磷化、钝化全过程,工艺简单、操作方便、不需加热,节约能源,稳定性好,连续使用,不需经常排放,污染甚少,不含NaNO2、NaNO3、NaF及Cr6+等有害物质,磷化膜致密连续、均匀,各项指标达国标,处理综合成本低。
无缝钢管-焊管经验丰富品质可靠")
无缝钢管-焊管经验丰富品质可靠")
无缝钢管-焊管经验丰富品质可靠")
45#无缝钢管具体介绍: (1)模具钢的特性常用中碳调质结构钢。该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。适合于氢焊和氢孤焊,不太适合于气焊。焊前需预热,焊后应进行去应力退火。 正火可改善硬度小于160HBS毛坯的切削性能。该钢经调质处理后,其综合力学性能要优于其他中碳结构钢,但该钢淬透性较低,水中临界淬透直径为12-17mm,水淬时有开裂倾向。当直径大于80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件,则以正火处理为宜,所以,此钢通常在调质或正火状态下使用. (2)供货状态及硬度 未热处理态,硬度<229HBS;退火态,硬度<197HBS. (3)标准GB/T 699-88钢的化学成分(质量分数, %) C 0.42-0.50, Si 0. 17~0.37, Mn 0.50~0. 80,P≤0.035, S≤0. 035, Ni≤0.30,Cr15, Cu≤0.25. (4)参考对应钢号 我国GB标准钢号45 (5)临界点温度(近似值) Ac1=724℃, Ar1=780℃, Acm=770℃, Ar3=751℃,Ar1 = 682℃, M s= 300℃。 (6)冷压毛坯软化处理规范 温度740~760℃,保温时间4~6h,再以5-10℃/h的冷速,随炉降至温度<600℃,出炉空冷。 处理前硬度<197HBS,软化后硬度<156HBS. (7)正火规范 正火温度850~870℃,正火后硬度170~217HBS. (8)调质处理规范 淬火温度840℃±10℃,水冷淬火;回火温度600℃±10℃,出炉空冷。 (9)典型应用举例 ①适用于冷冲压模具楔块、螺钉、垫板等。 ②其他各种冷作模具的零件, ③适用于制造强度要求较高,又要求一定硬度和韧性的各种扳手等工具。 ④用作热锻、压铸、热冲压等热作模具的零件。
无缝钢管-焊管经验丰富品质可靠")
无缝钢管-焊管经验丰富品质可靠")
无缝钢管-焊管经验丰富品质可靠")
小口径无缝钢管基础知识 一般情况下,日常所用到的无缝钢管都是正常的口径,在一些特殊地方才会使用到小口径无缝钢管。今天给大家介绍一下小口径无缝钢管的相关知识,有助于以后能更好的使用这种管材。一般而言,外径小的无缝钢管统称为小口径无缝钢管,但还是有一个具体范围,一般钢径在89mm以下,4mm以上的都可以称为小口径无缝钢管。 大多数情况下,小口径无缝钢管也是用作输送流体的管道,与圆钢等实心钢材相比,在抗弯扭强度相同时,重量比较轻,是一种经济截面钢材,较广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架、建筑施工中用的钢脚手架等。 小口径无缝钢管一般规格是外径在6-89mm之间,其直径相对比较小。壁厚在1-12mm还可分为小口径厚壁无缝管、小口径薄壁无缝管。其重量计算公式:[(外径-壁厚)*壁厚]*0.02466 = kg/米(每米的重量) 要想制作出尺寸更小质量更好的无缝管,就必须采用冷轧、冷拔或两者相结合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在单链式或双链式冷拔机上进行挤压法,即将热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,这样就可以生产出小口径无缝钢管。
无缝钢管-焊管经验丰富品质可靠")




 扫一扫
扫一扫