想要知道涟水 珩磨管油缸管敢与同行比服务产品如何?看视频就知道!看视频,选产品更明智!
以下是:涟水 珩磨管油缸管敢与同行比服务的图文介绍


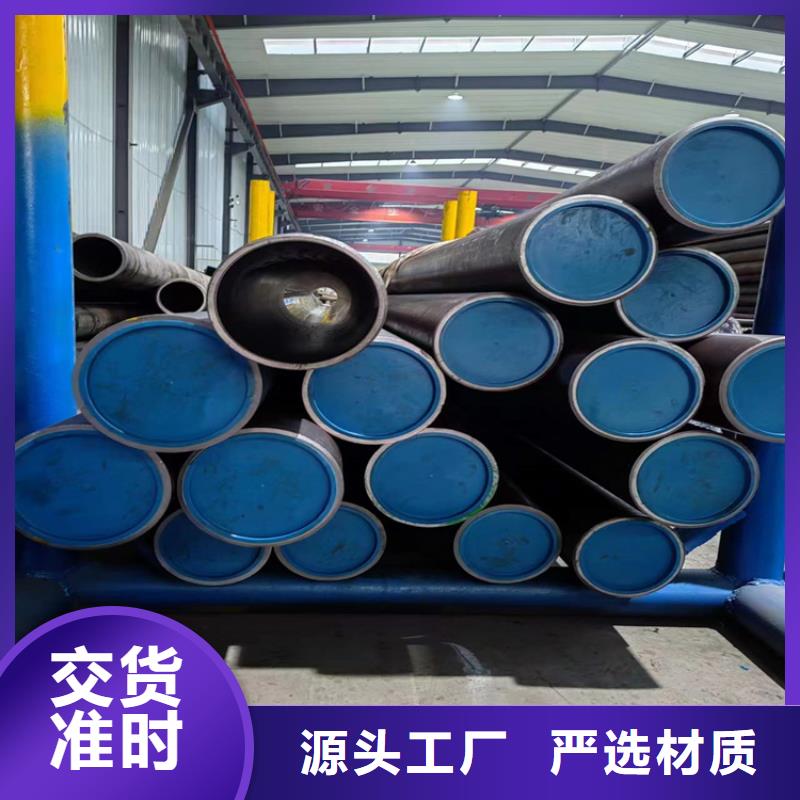
其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)珩磨管将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。 冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。



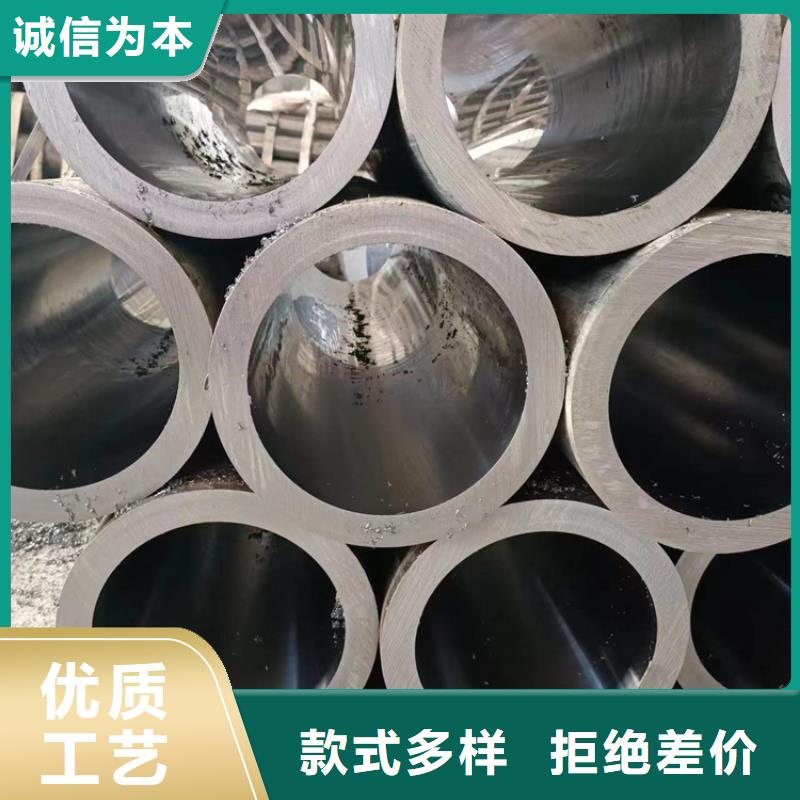
如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



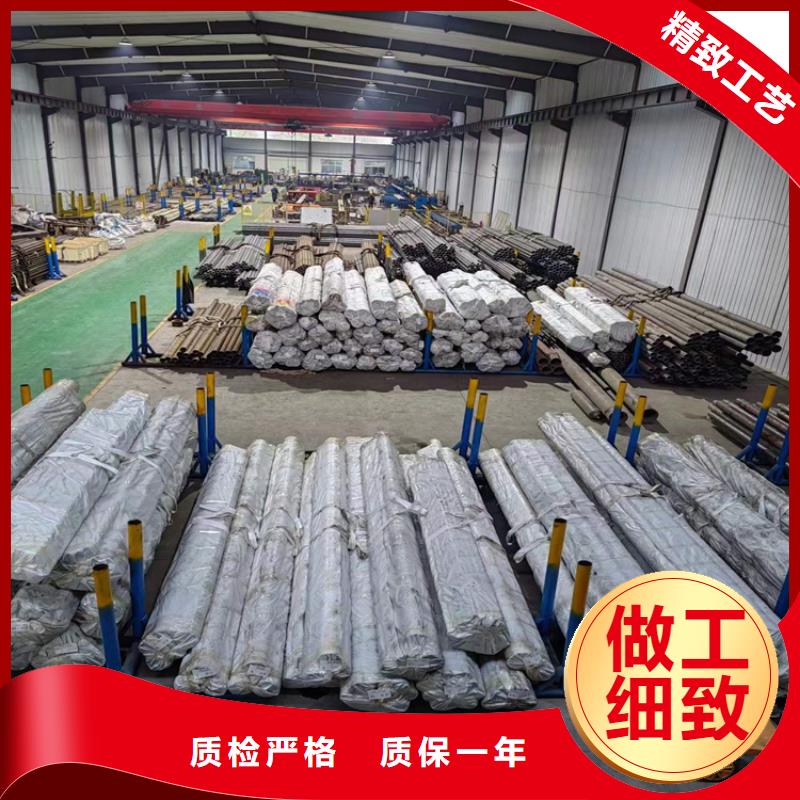
主营产品 油缸管、成熟工艺,品质可鉴,诚信、质量是我们的服务宗旨,真材实料制作而成。多年行业经验,产品细节让您选择九冶管业有限公司。
我司实力雄厚,重信用、守合同、保障产品质量,以多种经营特色和薄利多销的原则,获得了广大客户的信任。


近年来应用塑料(金刚砂)混合压制成的珩磨工,珩磨管根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速提升,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。



珩磨管调质处理的定义及其效果虽然不常接触,但也知道珩磨管的调质处理是热处理工艺中的一种,一般在珩磨管成型之后才会实施。那什么是调质处理工艺呢?又会有怎样的效果?珩磨管的调质处理是指管材在淬火后再进行高温回火,目的很简单,就是使调质后的珩磨管具有优良的综合机械性能。整个工艺过程中,作为关键的就是调制处理工艺的加温时间、保温时间、冷却速度及冷却介质等参数的把握,这些都是要看具体的材料、具体技术要求决定的。经过调质处理之后的珩磨管确实发生了很大的变化,它不仅能够保持较高的强度,与此同时还具有很好的塑性和韧性,更能符合各种不同工况的应用需求。



 扫一扫
扫一扫